 Dans le cadre du projet collaboratif Tact (technologies pour
Dans le cadre du projet collaboratif Tact (technologies pour
aérostructures composites tièdes) dédié à la fabrication d’éléments en
composite, le Cetim, institut technologique labellisé Carnot, a développé un
système de contrôle non destructif automatisé de ce type de pièces.
Le projet Tact, labellisé par le pôle de compétitivité
Aerospace Valley et retenu par le fonds unique interministériel (FUI), a pour
objectif de remplacer les pièces métalliques par des pièces en composite plus
légères dans des zones précises de l’avion.
Ce projet de R&D collaboratif a étudié le remplacement
par des composites de l’alliage de titane TA6V sur les trappes de maintenance
situées dans la partie tiède (environ 300°C) des mâts supportant les moteurs de
l’Airbus A350. Les objectifs consistent à diminuer de 30 % la masse et les
coûts de production de ces pièces. C’est pourquoi, les partenaires du projet
ont réalisé plusieurs prototypes de pièces par le procédé Resin Transfer Molding (RTM). Les travaux du Cetim ont ensuite
porté particulièrement sur l’étude d’un dispositif de CND de ces nouvelles
trappes et sur son automatisation.
Dans un premier temps le Centre a évalué plusieurs méthodes
de CND, en particulier les ultrasons multiéléments, la thermographie infrarouge
active et les ultrasons aériens. L’étude a montré que la thermographie
infrarouge active est particulièrement bien adaptée pour les composites.
Cette technologie met en œuvre un apport de chaleur sur la
zone à contrôler et analyse sa propagation à l’aide d’une caméra thermique,
afin de mettre en évidence des défauts de collage, de délaminage, de manque de
résine ou d’orientation des fibres dans la profondeur du matériau.
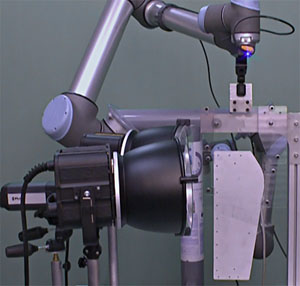
Les travaux se sont ensuite poursuivis par l’automatisation
du contrôle grâce à un robot collaboratif. Le démonstrateur réalisé englobe le
positionnement de la pièce par le robot, le déclenchement synchronisé de la
chauffe par deux lampes halogènes, l’acquisition de la séquence thermique par
la caméra, le traitement du signal et la détection automatique des défauts par
une analyse d’images. La conformité de la pièce est validée par l’opérateur.